Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

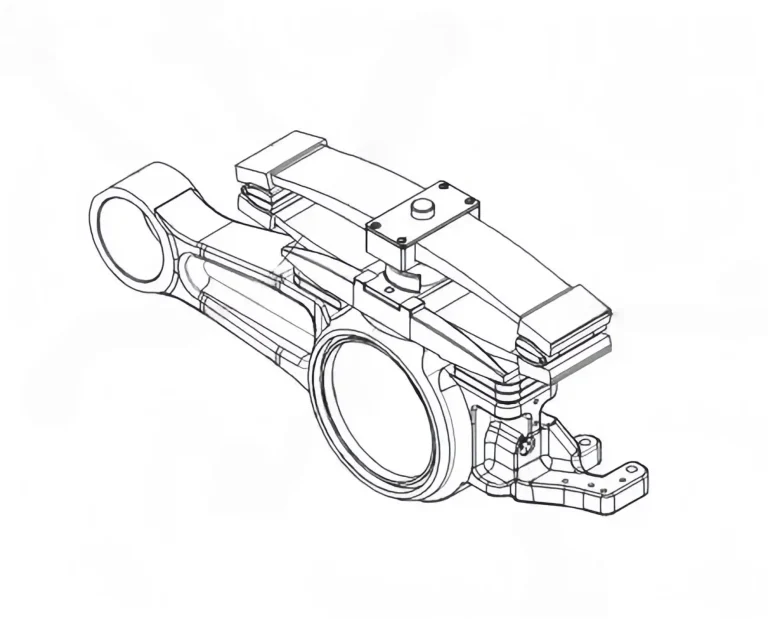
In a high-speed railway traction motor, the stator pressure ring may not look impressive at first glance, yet it plays a key role in keeping the stator core stable. It holds the stacked laminations tightly and helps the motor stay reliable during long hours of vibration and changing loads. Because of this role, the casting method used to produce a stator pressure ring becomes very important. Two common options are water glass, sand casting and V-process casting. Each has its own strengths, and each fits different production goals. The differences are clear once we look at what the ring actually needs.

A stator pressure ring must stay strong, stable, and consistent in shape. It needs good dimensions, smooth surfaces, and enough stiffness to handle vibration. It also should not require too much machining later on. However, different casting methods can influence these qualities in different ways. Therefore, understanding the nature of each method helps us choose the right one with confidence.
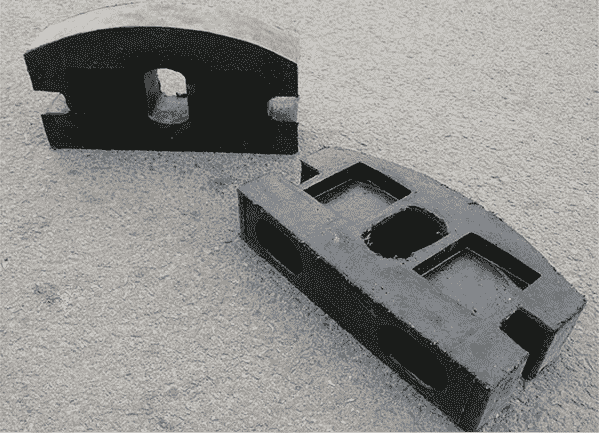
Water glass sand casting is a mature process and widely used. It produces solid, dense structures and works well with materials like ductile iron or cast steel. As a result, it is a very reliable choice for stator pressure ring production. When the order includes several sizes or medium quantities, it will have many advantages.
This process keeps costs under control, since the moulding materials are simple and the equipment is not too complex. In addition, the method offers stable quality because operators are very familiar with it. The shape remains consistent, and deformation stays within a predictable range. For traction motor parts that need durability, and price can not be very high, so reasonable pricing is necessary, water glass sand casting often provides a balanced and practical solution.

Compared with water glass sand casting, V-process casting looks more refined. It uses vacuum suction to hold dry sand in shape, which means it does not need binders. As a result, the sand mould stays clean, and the cast surface becomes much smoother. For a stator pressure ring, this brings several benefits.
First, the dimensional accuracy improves, especially in roundness and flatness. This helps the ring fit better with other motor parts. Second, the clean surface reduces machining time, because the metal comes out with fewer bumps or defects. In addition, the ring usually ends up lighter, as the machining allowance can be smaller. Meanwhile, the vacuum also helps keep the mould stable, so deformation becomes less of a concern. If a project focuses on precision and has a high demand for the appearance quality, or light machining, V-process casting often is a good choice that stands out.

Although both methods can produce a stator pressure ring, they aim at different priorities. Water glass sand casting focuses on strength, cost efficiency, and flexibility across many sizes. On the other hand, V-process casting offers better accuracy, cleaner surfaces, and higher consistency. For example, if the ring needs tight tolerances or a very neat outer surface, V-process casting has an advantage that no other process can compare. In contrast, if the project involves multiple models and needs stable strength at a lower cost, water glass sand casting fits well.
In addition, environmental concerns also play a role. Because the V-process uses no binders, it produces fewer emissions. Some customers prefer it for this reason. However, its tooling cost is usually higher, so it works best when quantities are stable or when precision clearly matters.
Selecting a casting method for a stator pressure ring is not simply about choosing the best one. Instead, it is about choosing what matches the needs of the application. If the focus is stability, flexibility, and price, water glass sand casting offers a reliable process. Meanwhile, if the priority is precision, clean surfaces, or reduced machining, V-process casting provides a clear advantage. So both methods remain trusted in the traction motor field, and both can deliver strong and long-lasting rings when used properly.
Both casting processes can produce a high-quality stator pressure ring, but they serve different goals. Water glass sand casting offers stability and cost efficiency, while V-process casting delivers better accuracy and surface performance. Because Luoyang Fonyo Heavy Industries Co. Ltd. uses both methods, we can match each project with the most suitable approach and make sure every stator pressure ring meets the expectations of high-speed railway applications.
For more information, you can visit our website: www.railwaypart.com