Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

The core competitiveness of resin sand lies in its unique chemical curing system – when phenolic resin and curing agent are precisely mixed in proportion, a dense cross-linked resin film is formed on the surface of the sand grains. This film layer structure enables the sand mold to achieve a strength of 0.6-0.9MPa after hardening, which is more than three times that of traditional clay sand. For large thick-walled castings like locomotive traction seats with a single piece weight exceeding 2 tons, the static pressure (up to 0.8MPa) and thermal stress (peak temperature 1450℃) generated by the molten metal during pouring can easily cause deformation of the sand mold. However, the high strength of resin sand can effectively resist deformation and ensure the stability of the geometric dimensions of the castings. Experimental data show that the key dimensional tolerance of the traction seat using the resin sand process can be controlled within ±0.3mm, which is 60% higher than that of the clay sand process.

To maximize the performance of resin sand, the production line has established a multi-dimensional intelligent control system. In the sand temperature management stage, the sand temperature regulator is linked with the cooling water circulation system to stabilize the molding sand temperature within a narrow range of 25±2℃, avoiding abnormal curing speed caused by temperature fluctuations (for every 10℃ increase in temperature, the curing time is shortened by 30%). The sand mold compaction process employs a six-axis vibration table. Through three-dimensional vibration, the sand grains are evenly filled into the mold. Combined with a real-time density monitoring device (with a resolution of 0.1g/cm³), the local density deviation is controlled within ±1.5%, effectively eliminating the shrinkage porosity defects of castings caused by loose sand molds. In addition, the mold compensation technology based on CAE simulation is a key breakthrough – by simulating the thermal shrinkage behavior (shrinkage rate of 0.8%) during the cooling process of molten metal, dimensional corrections are made in advance during the mold design stage, ultimately achieving the dimensional accuracy of the traction seat at CT7 level, meeting the strict requirements of high-speed trains for the interchangeability of components.
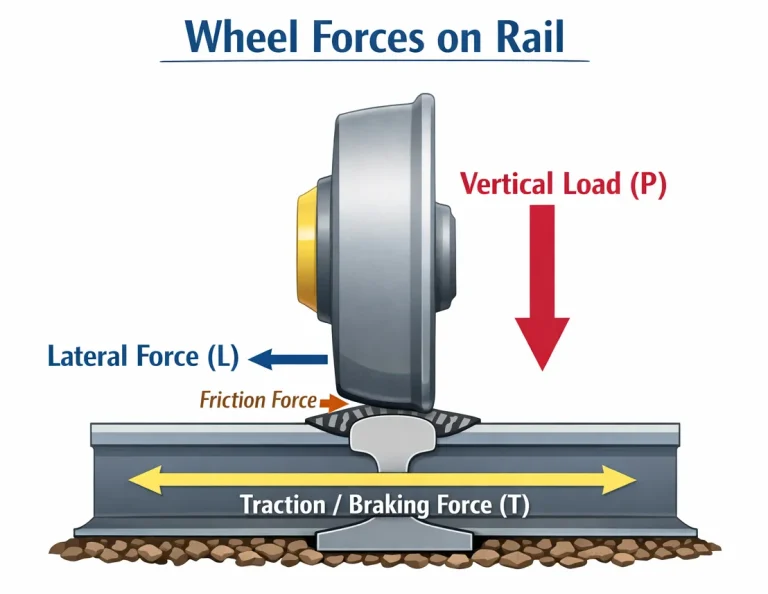
The traction seat needs to withstand multi-directional combined loads such as traction force (peak 500kN), braking force (peak 300kN), and track impact (acceleration 5g). Its material properties must meet extreme conditions such as tensile strength ≥800MPa, elongation ≥12%, and low-temperature impact energy ≥35J at -40℃. To achieve this goal, the production line adopts a dual treatment technology of spheroidization and inoculation: In the spheroidization stage, the yttrium-based heavy rare earth composite spheroidizing agent reacts with molten iron at a high temperature of 1480℃, transforming the graphite form from flaky to perfect spherical with a diameter of 5-8μm. This transformation can reduce the stress concentration coefficient by more than 60%, significantly enhancing the fatigue resistance of the material. During the inoculation stage, a three-stage system of undercoating inoculation (silicon-barium alloy), inverted coating inoculation (calcium-silicon-iron), and in-flow inoculation (titanium-boron alloy) is adopted. During the solidification of the molten iron, a large number of fine graphite cores (up to 10⁶ per cm³) are formed, which refines the austenite grains to ASTM grade 8 (grain size ≤20μm), eliminating the white cast iron structure. Ensure that the material still maintains good toughness in low-temperature environments.
Heat treatment is the final checkpoint for performance regulation. After austenitizing the traction seat casting at 890℃, it was first subjected to step quenching (oil cooling to 300℃) to avoid the risk of cracking during martensitic transformation (the cooling rate was controlled at 50℃/s), and then high-temperature tempering was carried out at 620℃ to transform the structure into uniform tempered sorbite (carbide size ≤1μm). This process combination has increased the tensile strength of the material to 920MPa and the impact toughness to 42J, which are 15% and 30% higher than those of the traditional process, respectively. More importantly, by optimizing the tempering time (4 hours) and cooling method (air cooling), the fatigue ultimate stress of the material has been raised from 450 mpa to 520MPa, and the fatigue life has exceeded 10 million cycles (tested according to ISO 1143 standard), which can meet the 30-year full life cycle usage requirements of metro vehicles.

During the molten iron preparation stage, the production line is equipped with a multi-dimensional detection network: the direct reading spectrometer can complete the quantitative detection of 16 elements such as carbon, silicon, and manganese within 30 seconds (with an accuracy of ±0.005%), ensuring that the chemical composition meets the design requirements (such as controlling the carbon equivalent CE value within 4.2-4.4%). The thermal analyzer monitors the characteristic values of the cooling curve of molten iron (such as eutectic transition temperature and eutectoid transition temperature), and calculates the spheroidization rate (target value ≥85%) and carbide content in real time. When the data is abnormal, it automatically triggers an alarm and stops the pouring. In addition, laser-induced breakdown spectroscopy (LIBS) technology was adopted to conduct online composition analysis of molten iron, with a detection frequency of up to three times per minute, reducing the composition fluctuation range to ±0.02%.
The quality of molding sand directly affects the surface quality and internal defect rate of castings. The intelligent sand mixer, through a closed-loop control system, keeps the deviation of the addition amount of resin and curing agent within ±0.1% (the accuracy of the flow sensor is 0.5%), avoiding insufficient sand mold strength due to incorrect proportionally (target value ≥0.7MPa). The sand mold strength testing instrument is randomly inspected three times per shift (the sampling points cover key areas such as the mold cavity, gate, and riser), and the data is uploaded to the MES system in real time to form a traceable quality file. The quality control during the pouring process is more precise: The vacuum direct-reading thermometer precisely controls the temperature of the molten metal at 1415-1425℃ (with a temperature sensor accuracy of ±1℃), preventing porosity defects caused by excessively high temperatures (hydrogen solubility doubles for every 20℃ increase in temperature) or cold shuts caused by excessively low temperatures. The X-ray real-time imaging system can conduct penetration detection on thick and large cross-sections (thickness ≥100mm), and can identify internal defects (such as shrinkage cavities and cracks) at the 0.2mm level. Its detection efficiency is 10 times higher than that of traditional magnetic particle inspection.

The application case of a certain rail transit equipment enterprise has fully verified the technical advantages of the resin sand production line. The traction seat products it produces have achieved three breakthroughs: First, the fatigue life has reached 10 million cycles, which is 40% higher than that of traditional processes, and can withstand the daily start-stop impacts of tens of thousands of metro vehicles. Second, the machining allowance has been reduced from 8mm to 3mm (material utilization rate has increased by 22%), and the cost per piece has decreased by approximately 1,500 yuan (annual cost savings exceed 3 million yuan). Thirdly, the one-time inspection pass rate has increased from 78% to 96%, reducing the annual loss of waste products by over 3 million yuan. More importantly, this product has passed the rigorous tests of the EN12663 standard (including 23 tests such as static load, fatigue load, and impact load), meeting the certification requirements of major global markets such as the European Union and North America, and supporting the safe operation of China’s high-speed rail “Fuxing” at a speed of 350km/h for over 1 billion kilometers.
The successful application of resin sand technology has been extended to the manufacturing of other key components in the rail transit field. For instance, the resin sand casting scheme developed for a certain type of metro gearbox reduced the shrinkage cavity defect rate from 5% to 0.2% by optimizing the gating system design (using a combination of bottom injection and filter screen). By adjusting the heat treatment process (quenching temperature 870℃, tempering temperature 580℃), the contact fatigue life of the gears exceeded 1×10⁹ times, reaching the international advanced level. In addition, this technology is also applied in the manufacturing of large bearing housings, brake discs and other components, forming a solution covering the entire range of products for rail transit. According to statistics, after adopting the resin sand process, the market share of high-end castings of enterprises has increased from 15% to 35%, with an annual new output value of over 200 million yuan, becoming the core driving force for the transformation and upgrading of the industry.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998, is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: sales@railwaypart.com
WhatsApp: +86-155-1535-1287