Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

In the world of railways, steel is the silent backbone. Choosing which type of steel is not a simple matter of theoretical discussion; it directly affects the operational safety, maintenance costs, and long-term benefits of the railway lines. When our project faces the selection of key components, such as switch points, turnout forks, or the fasteners of heavy-load railway lines, the choice between high manganese steel and high carbon steel often becomes the focus of engineers’ discussions.
These two materials are like two top-notch experts with distinct personalities, each having its own unique skills and weaknesses. As a technical person who has dealt with metal materials for many years, I am willing to put my insights into words to help you make the most reliable choice for the next project.
To make a choice, one must first understand their respective characteristics.
1.1 High manganese steel:
Core formula: Usually contains about 1.2% carbon and 11%-14% manganese. After “water hardening treatment” (quenching in water at approximately 1050°C), a single austenite structure can be obtained.
Its greatest charm lies in its extremely high toughness and excellent work-hardening ability. When subjected to severe impact or compression, its surface will rapidly harden, with hardness soaring from the original HB200 to HB500 or even higher. Meanwhile, its core still maintains extremely high toughness, thus avoiding brittle fracture. It is wear-resistant, but only with sufficient impact to “activate” it.
Internal weaknesses: Initial hardness is relatively low. Under low stress and sliding friction conditions, its hardening effect cannot be effectively stimulated, and wear occurs quickly instead. Additionally, its machinability is extremely poor. It can only be cast, and hot processing and welding require extremely high process standards.
1.2 High carbon steel
Core formula: Carbon content is 0.6%-0.8% or even higher, and through quenching + tempering heat treatment, it obtains a fine pearlite or tempered martensite structure.
High initial hardness (up to HRC 40 or above) and high strength. It has excellent resistance to sliding wear and rolling fatigue. Through mature heat treatment processes, the balance between its hardness, strength, and toughness can be precisely controlled. It is easy to machine and weld, and the manufacturing process is relatively mature and stable.
Internal weakness: The toughness is much lower than that of high manganese steel. When subjected to severe impacts beyond its tolerance range, it may undergo brittle cracking or fracture instead of merely undergoing plastic deformation like high manganese steel. Although its wear resistance is excellent, once the surface is worn, its performance will not improve itself.
2.1 High manganese steel: Impact and compression
Core application: Railway switch blades (heart rails and wing rails), switch points, heavy-duty excavators’ teeth.
In these areas, the huge load of the wheels acts in the form of intense impact and compression. Every time the wheel passes over the switch throat or the tip of the switch point, it is a “hammering” of the surface of high manganese steel, continuously hardening its surface and forming an extremely hard working layer, while the tough core can absorb energy and prevent overall cracking. Under such conditions, its lifespan is often several times that of ordinary steel.
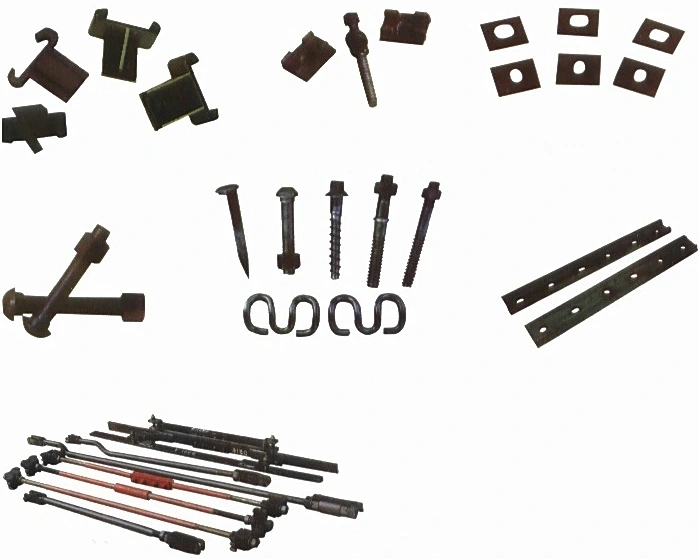
2.2 High carbon steel: High stress and wear
Core application: Rails, heavy-duty fasteners (such as clips), high-strength bolts, locomotive wheels.
These components mainly bear extremely high contact stress and repeated rolling/sliding friction. Thanks to its high initial hardness, high-carbon steel can effectively resist this continuous wear. For example, the 75Kg/m U75V or U78CrV rails used in heavy-load lines are high-carbon micro-alloy steel, through heat treatment and alloying, achieving a perfect combination of hardness, strength, and toughness, ensuring stability and long lifespan under huge pressure.
3.1 Please choose high manganese steel when your project meets the following characteristics:
The core components are fixed switch blades or the switch points of heavy-duty turnouts. This is the most classic and irreplaceable field of high manganese steel technology.
High-impact loads dominate the operating environment. Such as the braking sections under marshalling stations’ humps, the rockfall impact areas of heavy-load railways in mines, etc. The huge kinetic energy is the “key” to activating the potential of high manganese steel.
Place “safety” and “crack resistance” as top priorities. The extremely high toughness of high manganese steel ensures that even in the event of damage, it is usually a slow development rather than a sudden fracture, allowing for valuable time for detection and replacement.
3.2 High carbon steel (and alloy high carbon steel) is your more sensible choice when your project requirements are:
Components that need to withstand high contact stress and stable wear. Such as the rails of the entire line, fish tail plates, elastic fasteners, etc.
3.3 High initial precision and smoothness requirements for the components. High carbon steel can achieve higher dimensional accuracy through mechanical processing, which is crucial for the stability of high-speed passenger lines.
Budget is relatively sensitive, and you pursue better initial cost performance. The manufacturing and processing costs of high-carbon steel are usually lower than those of high-manganese steel, providing a very economical and reliable solution for lines with clear wear conditions and little impact.
Consider the convenience of on-site welding or repair. The welding process of high-carbon steel is far more mature and simple than that of high-manganese steel.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in railway casting parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment,wind power,etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.