
Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

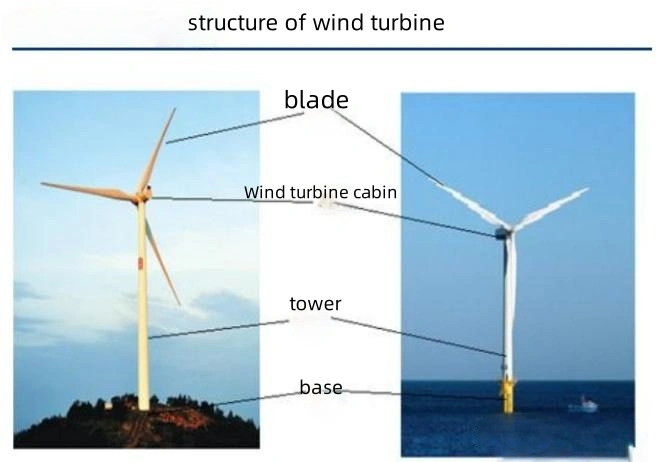
In the field of industrial materials, the term “cast iron” is often labeled as “low-end” and “bulky”, and is even mistakenly believed to be only suitable for low-load components. However, in the wind power industry, a material called ductile iron QT500-7 is supporting the “steel heart” of onshore wind turbines with the attitude of a “hidden champion”. It not only breaks the limitations of traditional cast iron but also achieves performance comparable to cast steel through precise element ratios and process innovations, becoming the core material for 3-6MW wind turbine bases. This article will comprehensively reveal the rise of this “underestimated strongman” from three dimensions: material science principles, engineering application practices, and cutting-edge technology trends.

The brittleness of traditional cast iron stems from the flake distribution of graphite. When the material is subjected to force, cracks will rapidly expand along the weak interface of the graphite sheet, leading to catastrophic fracture. The breakthrough of ductile iron lies in the conversion of graphite into a spherical structure with a diameter of only 0.03-0.1 mm through a chemical spheroidization process. This microscopic reconstruction brings three essential changes:
Optimization of stress transfer mechanism: Spheroidal graphite is like countless tiny springs, which can disperse local stress to the surrounding matrix. Experiments show that under the same load, the stress concentration factor of ductile iron is 60% lower than that of gray cast iron, and the crack growth rate is slowed by 80%. A comparative test of a wind power company showed that after simulating 20 years of fatigue load, the crack depth of the machine base using QT500-7 was only 1/5 of that of the gray cast iron machine base.
Improvement of matrix continuity: Spheroidal graphite only accounts for 10%-15% of the material volume, allowing the ferrite or pearlite matrix to form a complete network. By adjusting the matrix structure ratio, QT500-7 can achieve customized performance: increasing the ferrite content (30%-40%) can improve low-temperature toughness (-40℃ impact energy ≥20J), and increasing the pearlite ratio (60%-70%) can enhance wear resistance (relative wear volume reduced by 40%).
Improved heat treatment response: The spherical structure reduces the internal stress during quenching, allowing QT500-7 to achieve a performance leap through the normalizing + tempering process. Normalizing at 920℃ can refine the pearlite interlamellar spacing to 0.1μm, and tempering at 600℃ can eliminate residual stress and stabilize the structure. After this treatment, the material’s tensile strength can reach 550MPa, and the elongation remains above 7.5%.
The performance breakthrough of QT500-7 not only depends on spheroidizing treatment, but also benefits from the precise addition of alloying elements such as copper (Cu) and chromium (Cr). These elements achieve material strengthening through multiple mechanisms:
Solid solution strengthening effect of copper: Although the solubility of copper in ferrite is low, it can produce lattice distortion through the atomic size effect (Cu atomic radius is 3% larger than Fe), hindering dislocation movement. When the copper content is controlled at 0.6%-0.8%, the yield strength of the material can be increased by 15%-20%. In addition, the CuO oxide film formed by copper on the surface of the base increases the salt spray corrosion resistance by 2 times, which is particularly suitable for coastal wind farm applications.
Carbide strengthening effect of chromium: Chromium has a much higher affinity with carbon than iron, and preferentially forms M7C3-type carbides (hardness 1200-1500HV). These nano-scale carbides are evenly distributed in the matrix, forming a “pinning effect”, converting sliding friction into rolling friction, and improving wear resistance by 50%. In the actual operation of the Inner Mongolia wind farm, the wear of the QT500-7 base is only 1/3 of that of the cast steel base.
Copper-chromium synergistic effect: Copper promotes the uniform distribution of chromium in the matrix and prevents carbide segregation; chromium increases the solid solubility of copper and enhances the solid solution strengthening effect. When the copper content is 0.7% and the chromium content is 0.4%, the impact toughness of the material at -20°C reaches 45J, while the tensile strength remains above 520MPa, achieving a perfect balance of strength and toughness.
Trace element regulation technology: By adding 0.05%-0.1% bismuth (Bi) or strontium (Sr), the size of spherical graphite can be further refined, and the roundness can be improved. After a foundry company adopted strontium modification treatment, the standard deviation of the graphite ball diameter was reduced from 0.02mm to 0.008mm, the fluctuation range of material performance was reduced by 50%, and the product qualification rate was increased to 99.2%.

The successful application of QT500-7 in the onshore wind power field stems from its deeply customized design for wind turbine working conditions:
Lightweight structure design: QT500-7 has a density 9% lower than cast steel (7.1g/cm³), and the wall thickness of the machine base is reduced from 120mm of traditional cast steel to 90mm, reducing the weight by 25%. Through topological optimization technology, the non-bearing area is designed as a honeycomb lattice structure, which further reduces the weight by 12% while ensuring the rigidity. The actual measurement of a 6MW wind turbine base shows that the overall weight is reduced by 18 tons compared with the cast steel solution, and the corresponding tower cost is reduced by 120,000 yuan.
Improved fatigue resistance: Wind power equipment needs to withstand alternating loads for more than 20 years. QT500-7 enhances fatigue resistance through the following measures: optimize casting process to eliminate shrinkage defects, increase fatigue limit from 280MPa to 350MPa; use shot peening process to form compressive stress layer on the surface, increase high cycle fatigue life by 3 times; control pearlite lamellar orientation to increase crack extension threshold ΔKth from 15MPa√m to 22MPa√m.
Enhanced environmental adaptability: For the extreme low temperature of -40℃ in the wind farm in northern China, QT500-7 adjusts the ferrite content to 35% to ensure low temperature impact energy ≥27J; for the high humidity environment in the south, a composite protection system of galvanizing + epoxy coating is used, and the salt spray resistance time exceeds 2000 hours; in the northwest region with severe wind and sand erosion, the wear rate is reduced to 0.02mm/year by increasing the surface hardness to 280HBW.
Manufacturing process innovation: The production of QT500-7 machine base requires overcoming many technical challenges: using high-purity pig iron (P≤0.06%, S≤0.02%) to reduce the impurity content; accurately controlling the residual magnesium content (0.045%-0.055%) through the wire feeding spheroidization process; using CAE simulation software to optimize the pouring system to achieve sequential solidification and eliminate hot spots; using laser ultrasonic detection technology to identify internal defects larger than 0.3mm. Through process improvements, a foundry company reduced the machine base scrap rate from 8% to 1.5% and shortened the production cycle by 40%.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email:sales@railwaypart.com
Mobile:+8615515351287





