Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

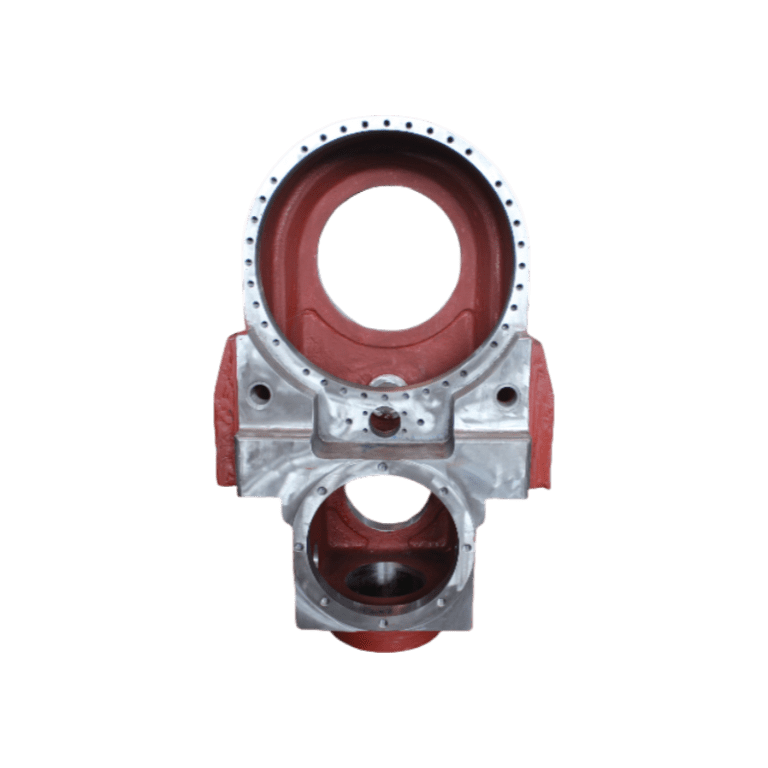
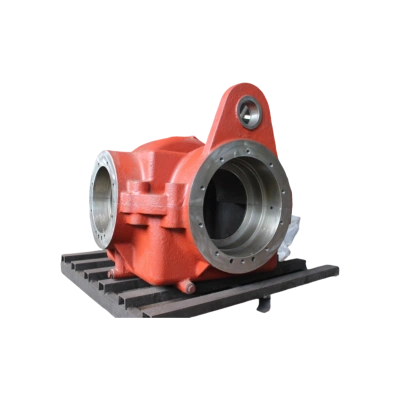
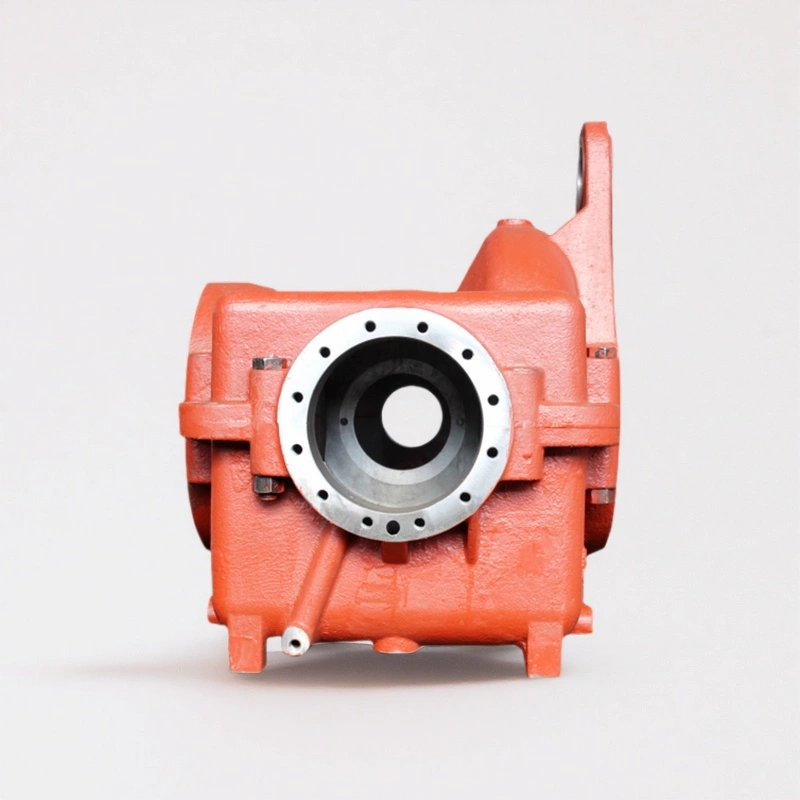
Cast iron gearboxes feature a closed structure, primarily consisting of an upper housing, a lower housing, a bearing seat, and a sealing device. The housing wall thickness is precisely calculated, typically ranging from 15-30mm, ensuring sufficient structural strength without excessive weight. The housing features precision-machined bearing seat holes with tolerances of IT6-IT7, ensuring precise positioning of the gear shafts.

Modern cast iron gearboxes primarily utilize parallel shaft and right-angle shaft layouts. The parallel shaft layout is commonly used in locomotive traction systems, employing a three-stage reduction design with a speed ratio range of 5:1 to 10:1. The right-angle shaft layout is common in subway vehicles, utilizing bevel gears to achieve 90° power steering, saving installation space. The latest design trend is the use of herringbone or double helical gears, which can effectively reduce noise by 3-5 decibels.
The lubrication system is a core subsystem of the cast iron gearbox and utilizes a combination of splash and pressure lubrication. The lower portion of the gearbox serves as an oil reservoir, with the oil level typically controlled at 1/3 the diameter of the lowest gear. Modern designs also incorporate an oil circulation system, using an external oil pump for forced lubrication. The lubricating oil flow rate is controlled at 5-10 L/min to ensure adequate lubrication of all friction pairs.
The superior performance of cast iron stems from its unique metallographic structure. In gray cast iron, graphite is distributed in flakes, forming natural stress relief channels and damping structures. Ductile iron, treated with magnesium, produces spherical graphite with a diameter of 20-50 μm, resulting in a tensile strength exceeding 450 MPa and an elongation exceeding 10%. Electron microscopy reveals that these graphite phases effectively inhibit crack propagation under stress.
Dynamic test data shows that cast iron has a damping coefficient 6-8 times that of cast steel. In a 100Hz vibration test, the amplitude decay time of the cast iron specimen was only one-fifth that of cast steel. This characteristic enables cast iron gearboxes to exhibit improved stability under transient operating conditions such as train starting and braking. Field tests have shown that transmission systems using cast iron gearboxes can reduce gear meshing impact forces by 15%-20%.
The thermal expansion coefficient of cast iron is 10.5×10⁻⁶/°C, lower than the 12×10⁻⁶/°C of cast steel. This ensures that cast iron gearboxes have greater dimensional stability during temperature fluctuations. In continuous operating temperature tests, the deformation of the cast iron gearbox at 120°C was 40%-50% less than that of the cast steel gearbox, effectively ensuring gear meshing accuracy. Special alloying treatment also ensures that cast iron maintains excellent toughness even at temperatures as low as -50°C.
When using the resin sand molding process, the sand mold hardness must be controlled between 85-95 units to ensure casting surface quality. The molten iron pouring temperature is controlled between 1380-1420°C, and the overheat temperature is maintained above 150°C. The latest vacuum seal molding (V-method) technology can achieve a casting surface roughness of Ra 12.5μm, improving dimensional accuracy by 1-2 grades.
Ductile iron gearboxes typically undergo a two-step heat treatment process: first, austenitizing at 900-950°C for 2-3 hours; then, austempering at 370-400°C to achieve an austenitic structure. This treatment achieves a tensile strength exceeding 800 MPa and an impact toughness exceeding 50 J/cm². Each heat-treated batch undergoes metallographic examination to ensure a graphite nodularity ratio greater than 90%.

Bearing hole machining follows the “datum unification” principle, using the housing parting surface as a reference and performed using a jig boring machine or machining center. Roundness of key bearing holes is required to be no more than 0.01mm, and coaxiality is controlled within 0.02mm. The latest online measurement technology compensates for tool wear in real time during machining, keeping machining errors within ±0.005mm.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: sales@railwaypart.com
WhatsApp: +86-152-3615-7103