Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

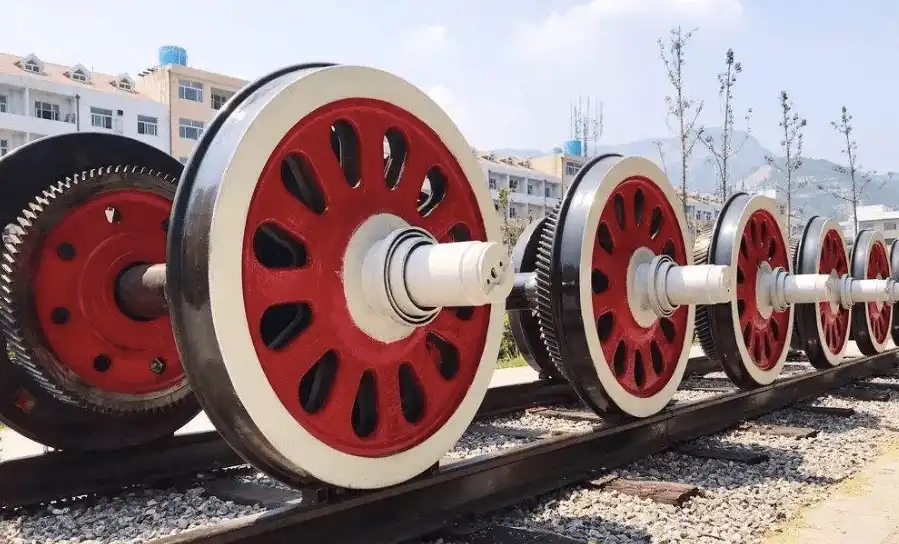
Train rims are key components. They bear the weight of the entire train, and transmit tractive and braking forces. So they can ensure the safe operation of the train on the rails. Their quality directly affects the safety and efficiency of railway transportation. Among various manufacturing processes, forging is the core link in producing high-performance train rims. The forging process changes the internal structure of the metal billet through huge pressure. So it can produce the required shape and excellent mechanical properties. The following are several significant characteristics of the train rims forging process.
Train rims are usually made of high-quality medium and high carbon steel or alloy steel, which have high strength and good wear resistance. Forging does not start from molten metal but uses pre-cast and cooled steel ingots or continuously cast round steel billets as raw materials. Before being sent to the forging equipment, these billets need to be uniformly heated to about 1200 degrees Celsius in a heating furnace. This step is called “pre-forge heating”, and its purpose is to make the steel softer, greatly increase its plasticity, and thus make it easier to deform in the subsequent forging process, while reducing the wear and tear on the forging equipment.
2.1 The red-hot steel billet, after heating, first undergoes a pre-forming process.
Usually, it is upset and punched by a hydraulic press or forging press to initially form a “pan-shaped” blank with a central hole. This step aims to rationally distribute the material and prepare for the final forming.
2.2 Then, the blank enters the core die forging stage.
The die usually consists of an upper die and a lower die, whose cavities precisely form the final shape of the train rims, including the rim, spokes, and hub. When huge pressure is applied to the die, the high-temperature softened blank undergoes plastic deformation in the closed die cavity and fills the entire cavity. This process forces the metal to flow according to the shape of the rims, thereby obtaining a complex-shaped and clearly contoured rims blank in one go. Die forging ensures the consistency and accuracy of the rims geometric dimensions and lays a good foundation for subsequent mechanical processing.
3.1 This is one of the most core characteristics of train rims forging.
During the forging process, the crystal structure and non-metallic inclusions inside the metal are elongated and reoriented along the contour shape of the rims, forming continuous “streamlines” consistent with the shape of the rims. This organizational structure is called “full fiber streamline”.
3.2 This streamline structure is of great significance.
It makes the metal have the strongest resistance to impact, fatigue, and fracture in the direction where the rims is subjected to the greatest force (such as the circumferential direction of the rim and the radial direction of the spokes). It can be compared to wood, which has the highest strength and is least likely to split along the grain direction. The full fiber streamline of the forged train rims is like establishing the most reasonable “mechanical texture” for it, making it less likely to develop cracks and fatigue damage when subjected to alternating loads and huge pressures for a long time, and significantly extending its service life.
4.1 Forging is a dynamic physical deformation process.
Under the combined action of high temperature and high pressure, the original loose and porous casting defects inside the steel billet are compacted and welded. At the same time, the coarse cast-state grains are broken and refined, forming a finer and uniform equiaxed grain structure.
4.2 Grain refinement is a key method to improve the comprehensive mechanical properties of metal materials.
Fine grains mean more grain boundaries, and grain boundaries can effectively prevent the expansion of cracks and hinder the movement of dislocations (crystal defects). The result is that the forged train rims has been comprehensively improved in strength, hardness, toughness, and fatigue strength. Compared with directly cast rims, the internal structure of forged rims is denser and uniform, with fewer defects and higher reliability.
5.1 After the forging process, the train rims can undergo heat treatment to further improve mechanical properties and eliminate internal stresses.
This includes annealing, quenching, and tempering processes. Annealing can relieve internal stresses. Quenching and tempering can improve its toughness. The train rims are subjected to finishing processes such as grinding and machining to achieve the final dimensions and surface finish. These processes ensure the rims to meet the required specifications and performance standards. So the rims can be safe and efficient operation on the railway. After the rims are removed from the molds, the forging process is not yet complete. The rims, which are formed at high temperatures, cool down in the air. Due to the uneven thickness of different parts (thick rims and thin spokes), the cooling rates vary, generating significant internal stresses and potentially causing uneven microstructure and properties. Therefore, immediate heat treatment is necessary.
5.2 Heat treatment typically involves processes such as normalizing and tempering.
It involves reheating the train rims to a specific temperature and then air cooling them. The aim is to refine the grains that may be uneven after forging, eliminate internal stresses, and homogenize the microstructure. Tempering is carried out to further stabilize the microstructure, reduce brittleness, and adjust to achieve the optimal combination of hardness, strength, and toughness required for the rims.
5.3 After heat treatment, the rims undergo strict mechanical processing to achieve precise dimensions and surface finish.
This includes turning, boring, and grinding of critical parts such as the rim surface, flange, and hub hole. Finally, each rims must undergo various non-destructive tests, including ultrasonic and magnetic particle inspection. So it can ensure no defects that could affect the safety of the train’s operation on its internal and external surfaces.
The forging of train rims is a precise process that integrates materials science, mechanics, and manufacturing technology. Its main features include: obtaining precise shapes through high-temperature die forging; forming full-fiber flow lines to optimize mechanical properties; refining grains and compacting the microstructure through plastic deformation to comprehensively enhance material performance; and ensuring the quality and reliability of the final product through strict heat treatment and finishing. These forging characteristics jointly endow train rims with the exceptional quality to withstand heavy loads and ensure safe travel over long distances.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998, is a manufacturer in railway casting parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC), Gemac Engineering Machinery, Sanygroup, Citic Heavy Industries, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries all over the world.