Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

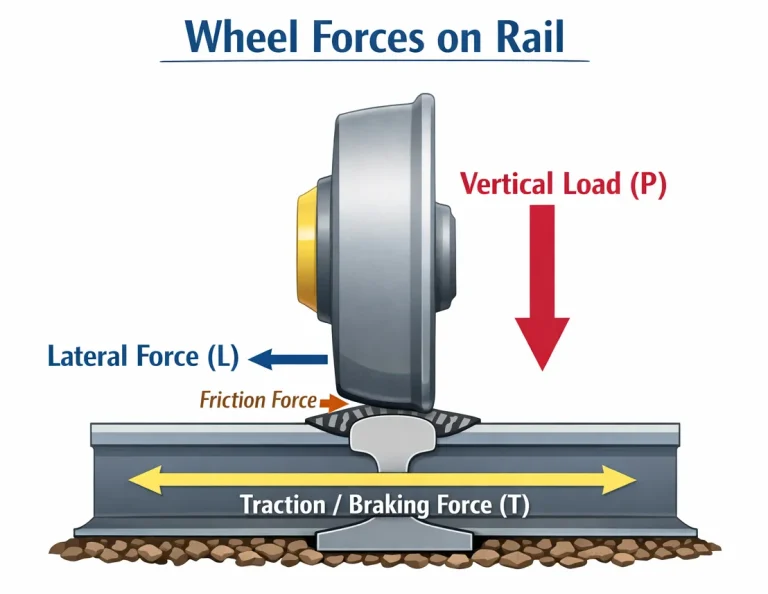
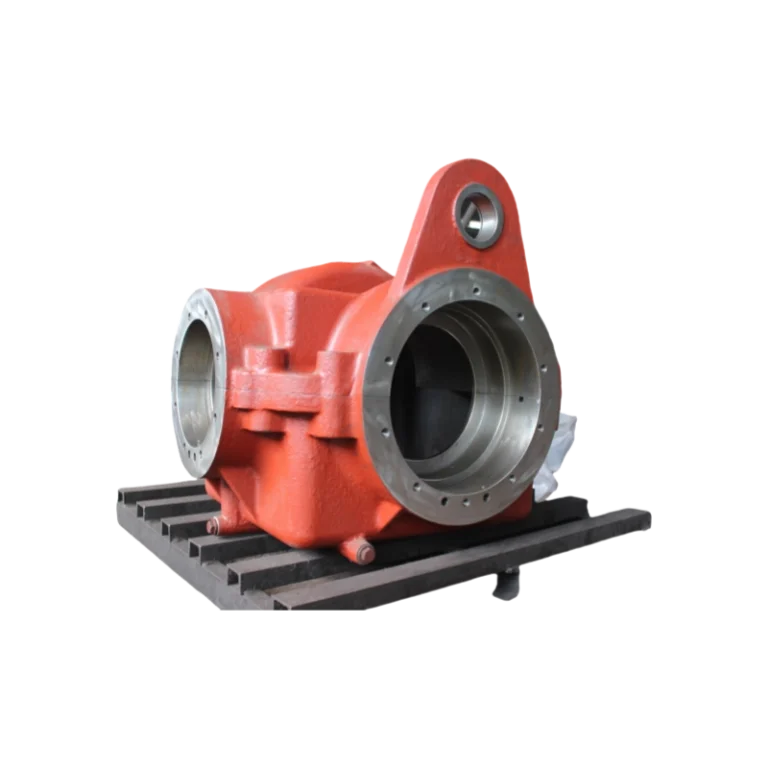
In the railway industry, which has extremely strict safety requirements, every railway casting parts – from the hook tail frame that withstands heavy impacts to the switch heart rail that guides the train’s direction – any tiny defect within it could potentially be a hidden safety hazard. Therefore, these components must undergo a series of rigorous non-destructive tests before being used. Among them, ultrasonic, radiographic, and magnetic particle testing are the most widely used and effective techniques.
1. Ultrasonic Testing:
1.1. Core Principle:
We use a device called a “probe”, which can generate high-frequency sound waves (ultrasonic waves) that our ears cannot hear. When we place the probe closely against a polished casting surface and apply a thick layer of coupling agent (such as engine oil or a special gel) to eliminate air interference, the ultrasonic waves will act like a precise flashlight beam, penetrating the interior of the casting.
If the internal structure of the casting is uniform, the ultrasonic waves will propagate smoothly; if a crack, shrinkage cavity, or slag inclusion is encountered, the ultrasonic waves will be like hitting an obstacle, and some of the energy will be reflected and received by the probe. These reflected signals, after being analyzed by the instrument, are ultimately displayed as a waveform on the screen. Experienced testing engineers can precisely determine the depth and approximate size of the defect by observing the waveform.
1.2. Advantages of Application in Railway Castings:
Extensive Detection Depth: For large and heavy castings such as couplings and frames, it can detect defects up to several tens to several hundred millimeters deep within the casting, which is unmatched by other methods.
Precise positioning: It can accurately measure the distance from the defect to the surface, facilitating the analysis of the cause of the defect by the manufacturing department.
High sensitivity: It is highly sensitive to planar defects (such as cracks) perpendicular to the direction of the sound wave beam.
1.3. Limitations:
The inspected surface needs to be polished and cleaned to a certain extent.
The detection results are to some extent dependent on the experience and judgment of the operator.
For complex-shaped or rough-surfaced castings, the detection is quite challenging.
II. Radiographic Testing
This can be regarded as the most intuitive detection method. It is like taking an “X-ray” photo of the casting.
2.1. Core Principle:
Utilize X-rays or gamma rays, which are highly penetrating electromagnetic waves, to irradiate the casting from one side. During the passage of the rays through the casting, areas with high density (such as the metal body) will absorb more rays, while areas with low density (such as gas pores and shrinkage cavities) will absorb less.
On the other side of the casting, we place a special film or digital imaging plate. Those rays with strong penetration and representing defect areas will cause more exposure on the film, and after developing, a dark image will form on the film; or through the digital imaging system, a contrasted image with light and dark areas will be directly displayed on the computer screen. Thus, the internal holes, slag inclusions, and other three-dimensional defects of the casting will be clearly visible.
2.2. Application Advantages in Railway Castings:
Intuitive and Visual: The detection result is an image, where the defects and shapes are visually obvious, facilitating archiving and multi-person review.
Qualitative Accuracy: The identification of volume-type defects such as gas pores, shrinkage cavities, and slag inclusions is very accurate.
Permanent Record: The film or digital image can be permanently preserved as a quality certificate.
2.3. Limitations:
High Safety Protection Requirements: X-rays are radioactive. The operation needs to be carried out in a specific protective environment and strictly managed to ensure personnel safety.
High Cost: The equipment is expensive, and the consumables (such as films) and operating costs are not inexpensive.
Bilateral operation: Requires the radiation source and film to be placed on both sides of the casting. This method is not feasible in some narrow spaces.
III. Magnetic Particle Testing:
Magnetic particle testing is a powerful tool specifically used for detecting surface and near-surface defects in ferromagnetic materials (such as steel and iron).
3.1. Core principle:
Its principle consists of two steps: magnetization and powder application.
Firstly, we use specific methods (such as direct electromagnetic magnetization, coil magnetization, etc.) to make the casting generate a directional magnetic field. If the material of the casting is continuous and uniform, the magnetic field lines will pass through its interior evenly.
However, if there are cracks or other defects on the surface or near the surface, these areas will act like air gaps, hindering the smooth passage of the magnetic field lines. As a result, some magnetic field lines will be forced to “overflow” the surface of the casting, forming what is called an “induced magnetic field”.
At this point, the second step is to spray fine magnetic powder (dry powder or wet powder suspended in oil/water) on the surface of the casting. Under the influence of the induced magnetic field, these powders will be strongly adsorbed, thus accumulating and forming visible magnetic marks at the defect locations. Under appropriate lighting (commonly using black light ultraviolet lamps to enhance contrast), these magnetic marks clearly outline the shape, location and size of the defect.
3.2. Advantages of application in railway castings:
High sensitivity for surface defects: Excellent display effect for fine fatigue cracks, quenching cracks, hairline cracks, etc.
Relatively simple operation, low cost: Portable equipment, high detection efficiency.
Direct results: Defects are directly displayed on the surface of the workpiece, clear at a glance.
3.3. Limitations:
Only applicable to ferromagnetic materials: Cannot detect non-magnetic materials such as austenitic stainless steel, aluminum alloys.
Limited to surface and near-surface: Unable to detect deep-buried internal defects.
Requires demagnetization after detection: For some subsequent processing or used components, demagnetization treatment is required after detection.
In our railway accessory casting factory, these three detection methods are not mutually substitutable; instead, they complement each other, forming a solid quality firewall.
Magnetic particle testing is usually the first line of defense, quickly and efficiently screening all surface defects of ferromagnetic castings.
For critical load-bearing components, we use ultrasonic testing for in-depth exploration to ensure the integrity of their internal structure.
When it is necessary to archive internal defects, radiographic testing provides the most undeniable visual evidence.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC), Gemac Engineering Machinery, Sanygroup, Citic Heavy Industries, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries all over the world.