Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

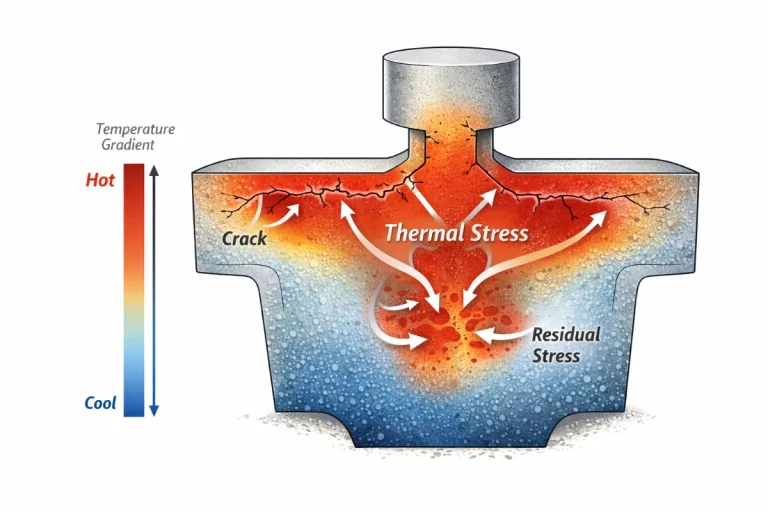
On the grand stage of industrial manufacturing, cast iron parts are like solid “skeletons”, supporting the efficient operation of various railway casting parts. However, during the production process, cast iron parts may have defects such as pores, slag inclusions, cracks, etc., due to factors such as process and raw materials. These defects are like hidden “time bombs” that may cause equipment failure or even safety accidents at any time. At this time, ultrasonic flaw detection technology is like a precision instrument for “B-ultrasound” of cast iron parts, escorting industrial safety.
Where does the “superpower” of ultrasonic flaw detection come from
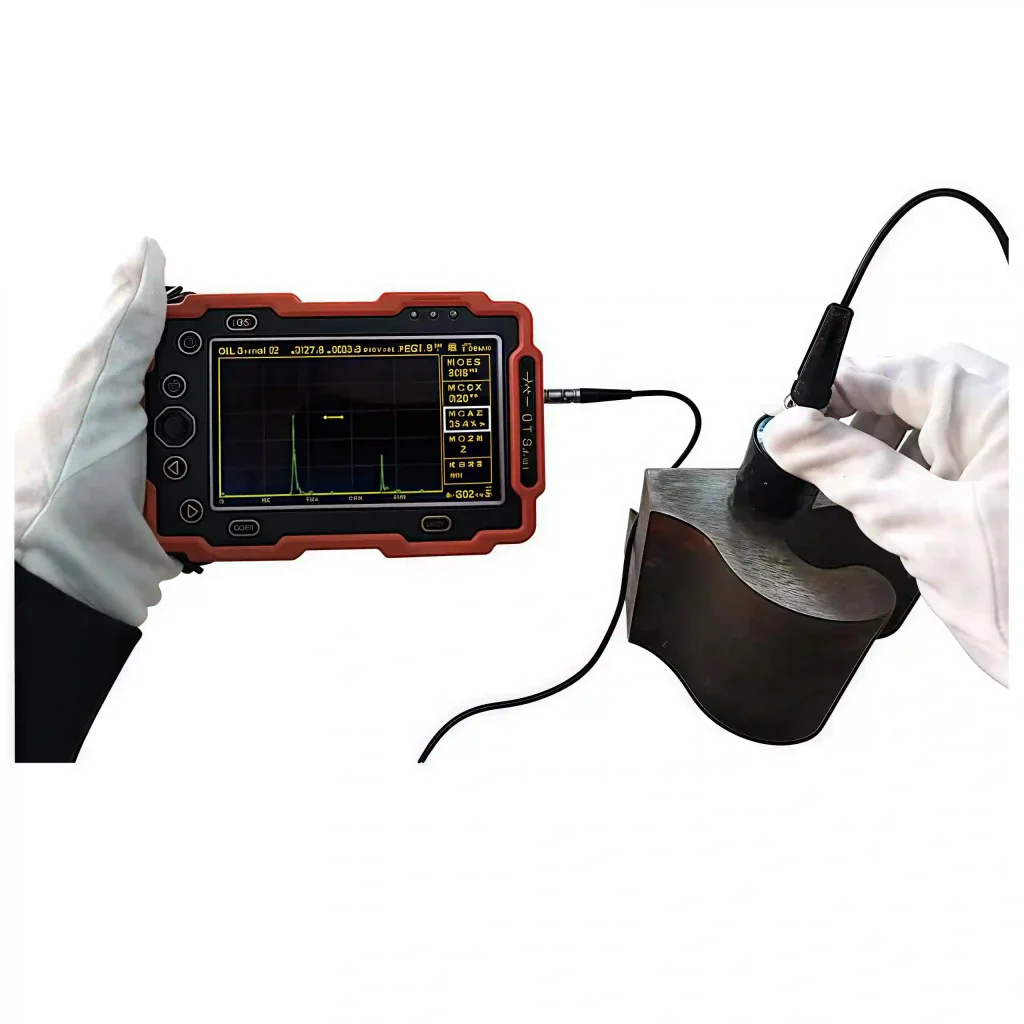
The principle of ultrasonic flaw detection is based on the unique physical properties of ultrasonic waves. When ultrasonic waves propagate in a medium, reflection and refraction will occur when encountering the interface of different media. In the flaw detection of cast iron parts, the flaw detector will emit high-frequency electrical pulses to stimulate the probe to generate ultrasonic waves and inject them into the interior of the cast iron parts. If there are no defects inside the cast iron part, the ultrasonic wave will propagate along the predetermined path; once it encounters defects such as pores and slag inclusions, it is like throwing a stone into a calm lake, the propagation path of the ultrasonic wave will be disrupted, and part of the ultrasonic wave will be reflected. These reflected waves are received by the probe and converted into electrical signals. After being processed by the flaw detector, the “image” inside the cast iron part can be presented, and the flaw detector can judge whether there are defects and the situation of the defects based on this.
Flaw detection operation: rigorous and meticulous “detective work”
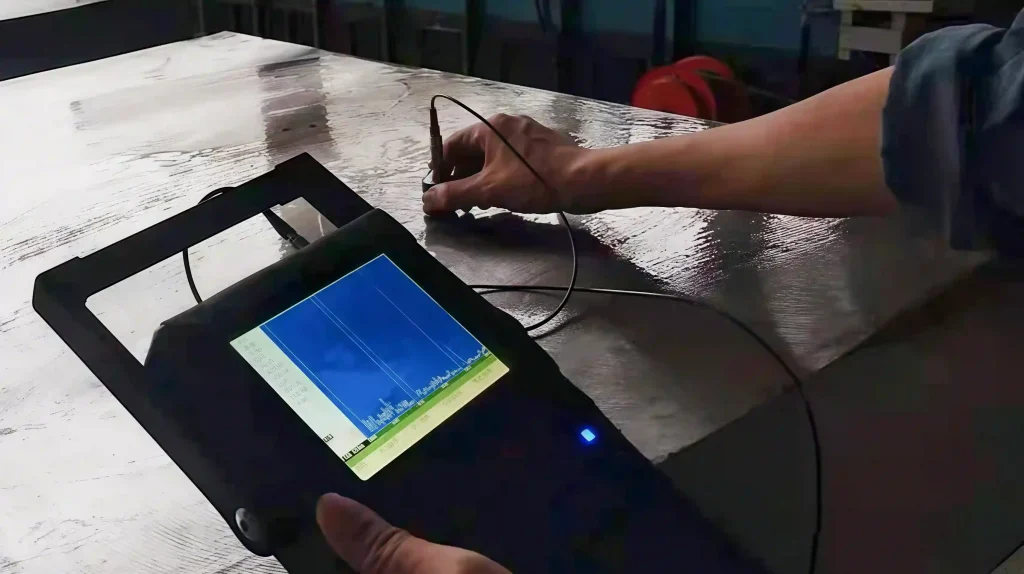
When conducting ultrasonic flaw detection of cast iron parts, preliminary preparation is crucial. It is necessary to select appropriate probes and flaw detection frequencies according to the material, thickness, shape, etc., of the cast iron parts. For example, for thinner cast iron parts, a probe with a higher frequency can obtain a clearer image; for cast iron parts with complex shapes, a probe of a special shape may be required to ensure the detection effect.
Before flaw detection, the surface of the cast iron part must be cleaned to remove impurities such as oil and rust to ensure good coupling between the probe and the workpiece surface. During the flaw detection process, the probe must move regularly on the surface of the workpiece. Common scanning methods include parallel scanning and oblique parallel scanning to cover the detection area fully. The flaw detector should concentrate on observing the display screen of the flaw detector. Once an abnormal signal is found, its position, amplitude and other information should be recorded in detail, and a comprehensive analysis should be conducted in combination with the actual situation of the cast iron. Sometimes, in order to accurately determine the nature and size of the defect, it is necessary to use different probe angles and scanning methods for re-inspection.
Technical advantages and challenges
Ultrasonic flaw detection technology has significant advantages. It has high sensitivity to detect internal defects of cast iron parts and can detect tiny defects; it has fast detection speed and is suitable for quality inspection in large-scale production; it is harmless to the human body and can be safely operated in various environments. However, this technology also faces some challenges. The structure of cast iron parts is uneven, and the ultrasonic wave attenuates greatly when propagating in it, which affects the detection depth and sensitivity. In addition, for some cast iron parts with complex shapes and uneven wall thickness, the propagation path of ultrasonic waves is complex, and the location and quantification of defects are difficult.
Nevertheless, with the continuous advancement of science and technology, ultrasonic flaw detection technology is also continuing to innovate. New digital flaw detection equipment and advanced signal processing algorithms make the detection results more accurate and reliable. In the future, ultrasonic flaw detection technology will play a more important role in ensuring the quality of cast iron parts and promoting industrial development, and will become an indispensable “quality guardian” in the industrial field.
Supplier
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in cast railway parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive,railcar,high-speed trains, mining equipment,wind power,etc.Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries.
Contact: Stella Liu
Email:sales@railwaypart.com
Mobile:+8615515351287