Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

Overview
In the field of rail transportation equipment manufacturing industry, gear box shell production of modern industrial “miniature battlefield” — here, the breakthrough is a blend of materials science, precision mechanical acme pursue, and the innovation practice of intelligent manufacturing. From a piece of metal raw material to a precise container that guards power transmission, it needs to go through 12 core processes and 58 quality control nodes. Each step is interwoven with the wisdom of engineers. Let’s delve into the birth site of this steel art piece and witness the precise rhythm of industrial civilization.
One, the raw material of evolution:
From the ore to the starting point of the special alloy production line in the past electric arc furnace. Engineers took the high-speed rail wheel axle steel as the basic formula, injected microalloying elements such as vanadium and niobium, and adjusted the composition of the molten pool in real time through a spectrometer. When the temperature rises to 1600℃, the liquid metal undergoes deoxidation refining under the protection of argon gas, forming a special alloy with a tensile strength of up to 850MPa. This process is like cooking a molecular gastronomic dish – an error of 0.03% in carbon content can cause a cliff-like decline in material performance. The operator needs to rely on 20 years of experience to capture the subtle luster changes of the metal liquid surface amid the flying steel sparks. Smelting steel through vacuum degassing treatment is finished, injecting a special mould casting billet is injected. To prevent grain coarsening, the cooling system adopts a gradient cooling strategy: it is cooled slowly at a rate of 8℃ per minute for the first 30 minutes. After a fine-grain layer forms on the surface, it is suddenly cooled to -50 ℃ for rapid freezing. This kind of “ice and fire tempering” endows the blank with both toughness and hardness, as if infusing the metal with a soul.
Two,method of vacuum casting revolution:
V shape into the casting workshop, meet the billet is the world’s top V vacuum molding line. The operator imports the digital model generated by 3D scanning into the system. Instantly, hundreds of negative pressure suction cups outline the precise cavity contour in the sandbox. When molten steel at 1650℃ is injected, the vacuum system adheres the sand mold tightly to the mold under a negative pressure of 0.09MPa, ensuring that the wall thickness error does not exceed ±0.5mm – this is equivalent to controlling the undulation within the diameter of a human hair on an area the size of a football field. In the process of casting is the most challenging heat dissipation structure forming. Engineers adopted bionic design and pre-embedded 3D-printed salt core molds inside the shell. These exquisite hollowed-out structures are dissolved by high-pressure water jets after the casting cools down, leaving behind intricate heat dissipation channels. The meandering angles of these channels have been optimized through fluid mechanics simulation, enabling efficient dissipation of the heat generated during gear operation in the form of turbulence.

Three, mechanical carve:
Coarse micron grade precision casting precision machining workshop to constant temperature and humidity, open for 7 7-day trip to metamorphosis. The five-axis linkage machining center moves like a surgical scalpel on the surface of the casting with a feed rate of 0.001 millimeters. The spindle speed is always stably maintained at 12,000 RPM. Thermal deformation is compensated in real time by a laser interferometer. Even if the ambient temperature fluctuates by 0.5℃, the system can automatically correct the tool path to ensure that the coaxiality error of the bearing housing hole does not exceed 0.015 millimeters. In the sealing surface processing link, craft offering a “mirror surface milling” stunt. The diamond tool passes through the mating surface at a nanoscale vibration frequency and is cooled by liquid nitrogen, ultimately obtaining an ultra-smooth plane with a surface roughness of Ra0.1μm. This precision is sufficient to enable two metal planes to achieve molecular-level adhesion without sealant, comparable to the precision of space capsule docking.

Four, performance refinement:
Extreme environment simulation test of finish machining of the shell in the most demanding “rite”. In the cryogenic treatment chamber, the parts are immersed in liquid nitrogen at -196℃ for 48 hours continuously. The metal lattice undergoes reorganization at extremely low temperatures, and the impact toughness increases by 35%. In the subsequent vibration aging process, 20 sets of hydraulic vibrators bombarded the shell at different frequencies to simulate the mechanical stress of a 30-year operation cycle and expose potential defects in advance. By vacuum sealing test is dramatic: shell to 5 Pa after injection of helium gas, and the sensitivity of the mass spectrometer with one over one million scanning leak. Any minor defect will be exposed – even if there are pinhead-sized pores, the detection system will precisely locate them within 0.3 seconds, with an accuracy comparable to that of a CT scanner in perceiving human capillaries.
Five, intelligent design:
Embedded industrial nerve endings, modern gearbox shell has evolved into a “thinking” intelligent vehicle. Engineers implanted 32 MEMS chips in the preset sensor slots. These micro-devices can monitor 18 parameters such as vibration, temperature and stress in real time without damaging the structure. The installation process is like micro-sculpture art: The robotic arm presses the chip into the positioning slot with a force of 0.02 Newtons, and the laser welding head immediately completes a 360° sealed weld within a range of 0.5mm. The final surface treatment workshop as the future laboratory. The intelligent spraying robot adopts quantum dot coating technology to build a nanoscale protective net on the surface of the shell. When the concentration of corrosive particles in the environment exceeds the standard, the coating will change its microstructure like a chameleon and actively block erosion. This technology enables the anti-corrosion performance of the shell to be improved by 12 times in the actual test in the Sahara Desert compared with the traditional process.
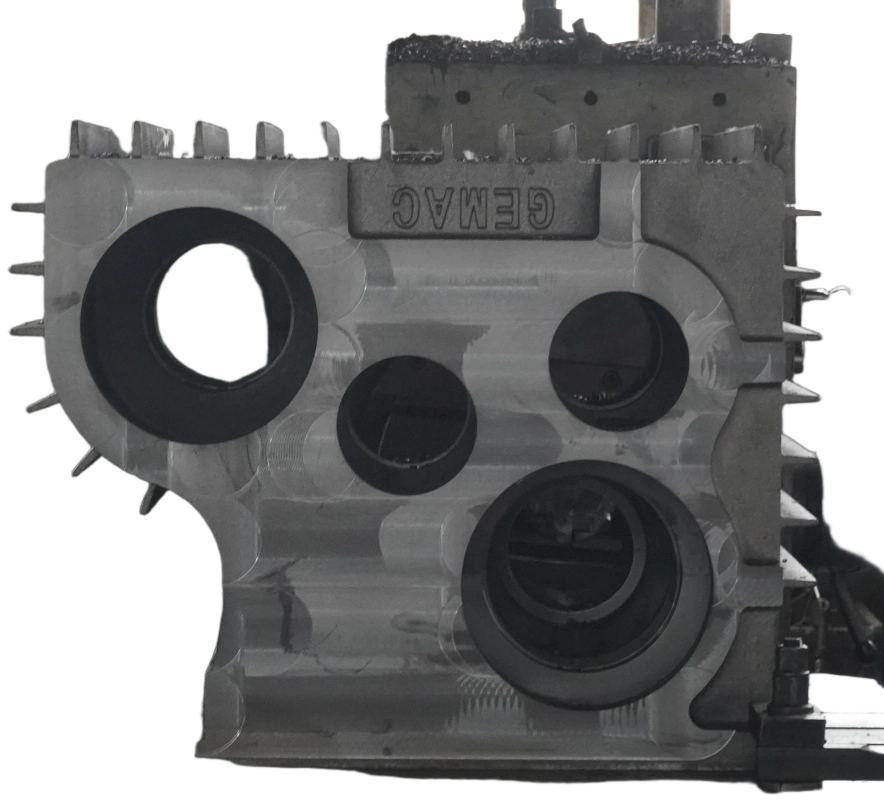
Six, industrial aesthetics
When after 48 testing procedures of the gear box shell slowly rolled off the production line, a group of laser coding was permanently engraved on the edge of the flange. This string of numbers will accompany the shell for a lifetime, and the cloud database records over 2,000 process parameters from its smelting to shaping. In the assembly workshop, technicians hold augmented reality devices to scan codes, and three-dimensional assembly guidance immediately appears before their eyes – the tightening torque of each bolt and the application trajectory of each sealant are precisely visible. From the furnace flame to intelligent assembly, the gear box shell production process explains the deep logic of modern industry. It is not only the physical deformation of metal, more data, the perfect resonance technology and human experience. When the train roars past, within this silent metal body lies the exploration of the microscopic world by materials scientists, the dedication of mechanics to precision, and the prediction of the future by intelligent systems – this is the most astonishing poem of industrial civilization.
Supplier
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in cast railway parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive,railcar,high-speed trains, mining equipment,wind power,etc.Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries.
Contact:Cathy
Email:sales@railwaypart.com
Mobile:008615515321683